Precision Infrastructure Engineered for Global Carbon Compliance
At Vitronexa Carbon, infrastructure is not just a support system it’s the operational core of our promise reliability, repeatability, and regulatory confidence. Every element of our facility has been purpose-designed to meet the evolving demands of water purification, air filtration, and specialty-grade activated carbon applications. From sourcing to shipping, we operate in a closed-loop ecosystem where traceability, speed, and compliance converge seamlessly.
Strategically Located Manufacturing Hub
📍Tamil Nadu, India Global Coconut Shell Capital
Our production facility is located in one of the world’s richest coconut-producing belts, giving us privileged access to high-quality, low-volatile coconut shells, the backbone of superior activated carbon. This location was chosen not for convenience, but for strategic operational advantage:
Direct sourcing from local coconut farms
Consistent raw material supply with minimal transit lag
Natural sustainability with reduced carbon footprint
Proximity to suppliers and rural manpower networks
Your product’s journey starts with the finest raw material, sourced from the heart of South India.
Integrated High Capacity Manufacturing Facility
Designed to scale. Engineered for precision.
Our fully integrated manufacturing facility is built to handle an annual production capacity of 6,400 metric tonnes, with flexibility to adapt to diverse mesh sizes and industry specifications. The plant brings together steam-activated rotary kilns, dedicated acid-washing chambers, and precision mesh separation systems into a unified, synchronized operation.
We produce:
Granular, Powdered, Pelletized & Specialty Grades
Custom Mesh Sizes (4×8, 6×12, 8×30, 12×40, etc.)
Carbon tailored for water, air, gold recovery, PPE-grade filtration, and industrial gas treatment
This high-capacity infrastructure enables us to serve bulk orders, customized formulations, and urgent international shipments all with the same level of consistency and quality assurance.
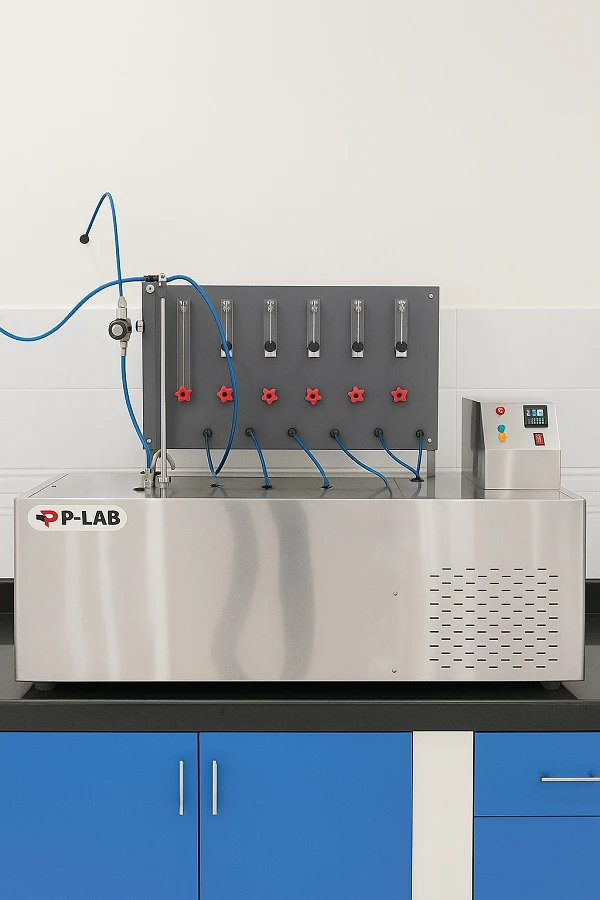
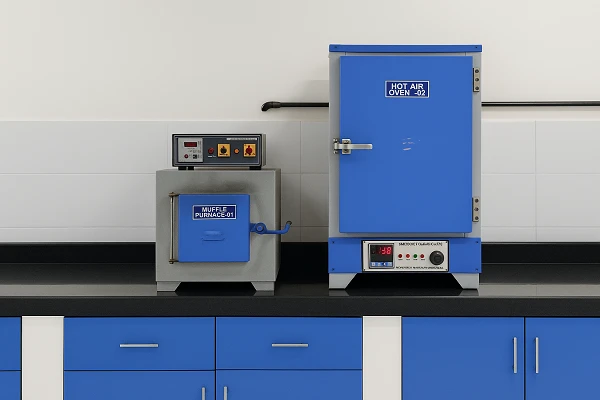
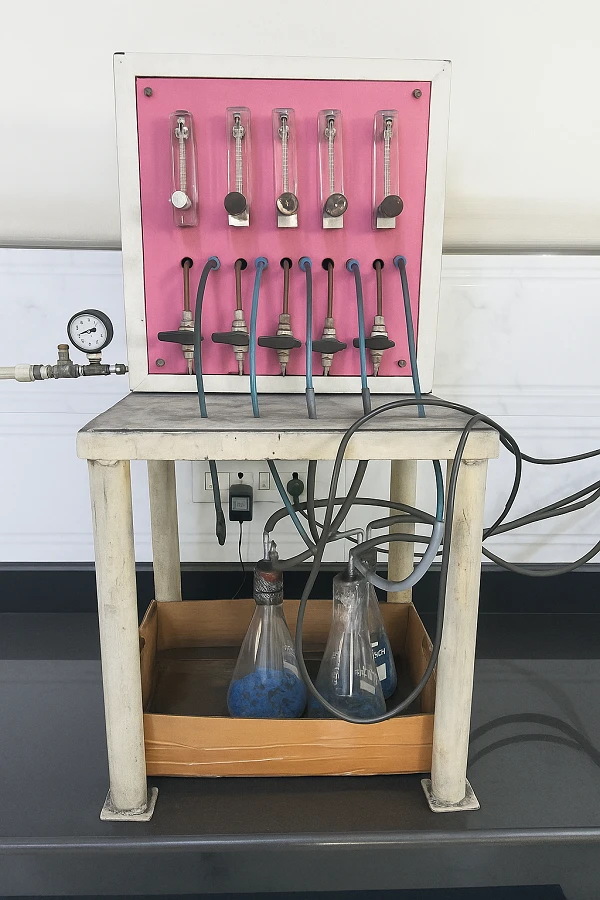
Advanced Quality Labs
Our in-facility labs are equipped with ASTM & JIS compliant testing instruments to ensure every batch meets global benchmarks. With multi-point QC checkpoints, we validate:
Iodine Value & Methylene Blue Adsorption
Ash, Moisture, and Hardness
pH, Density, and Conductivity
Particle Size Distribution
Each batch is documented, traceable, and archived providing clients full transparency and accountability.
Direct Port Connectivity via Thoothukudi (Tuticorin)
Strategically positioned near Thoothukudi Port, one of India’s most efficient and export-focused maritime gateways, our facility is built for seamless global logistics. This port access enhances our ability to meet international timelines and maintain cost-effective, compliant export operations.
Key Logistics Advantages:
Accelerated Customs Clearance Reduced processing time for export documentation and inspections.
Minimized Inland Freight Costs Efficient road connectivity ensures lower transport overhead from plant to port.
Optimized for LCL, FCL & Bulk Shipments Flexibility to handle both consolidated and full-container orders with minimal delay.
Shorter Lead Times to Global Destinations Swift container turnaround and early vessel boarding improve delivery efficiency for time-sensitive applications.
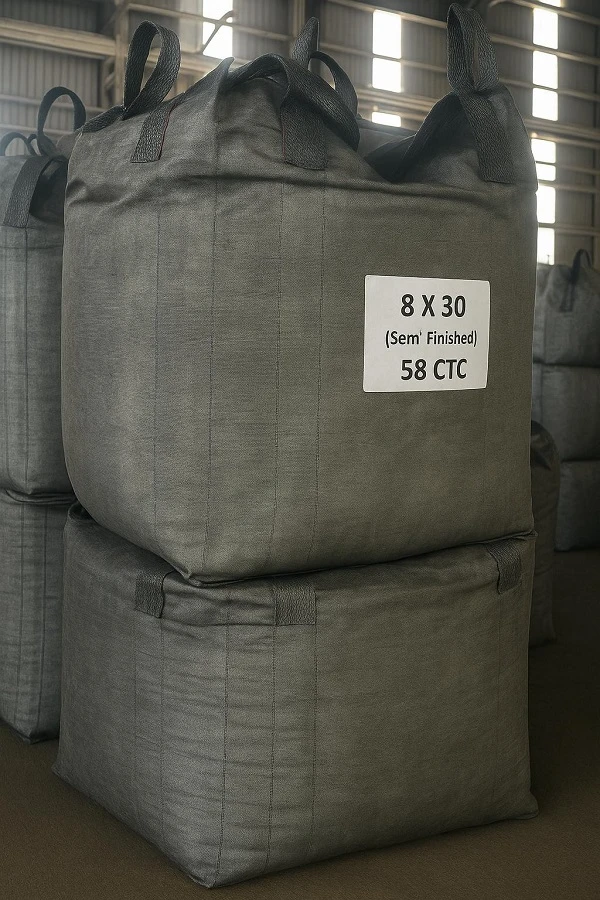
Finished Product Warehousing with Zero Cross Contamination
At Vitronexa Carbon, we maintain a meticulous warehousing and batch segregation system to ensure quality, consistency, and safety at every stage. Each product batch is carefully categorized based on its end-use application such as water purification, air and gas filtration, and other industrial or specialty-grade uses. We package our activated carbon in export-standard formats widely preferred by international buyers, including 25 kg and 50 kg HDPE-lined kraft paper bags for easy handling, as well as 500 kg and 550 kg jumbo bags for bulk shipments.
Our facility is designed for seamless storage operations with full traceability from production to dispatch. Strict zoning protocols are enforced to avoid cross-contamination between different product grades. Additionally, we incorporate climate-controlled storage areas for moisture-sensitive consignments, further ensuring that product quality remains uncompromised. This robust system supports smooth global logistics and enhances buyer confidence in every shipment we dispatch.
At Vitronexa Carbon, every packaging format is engineered to protect product integrity, simplify international handling, and meet global regulatory standards from order preparation to delivery at your port.
Bag Types & Weight Categories
Products are securely packed using HDPE inner-lined bags for superior moisture resistance.
Available in standardized formats:
25 kg and 50 kg sacks for moderate volumes
500 kg, 550 kg, and 600 kg jumbo bags for bulk applications
All jumbo bags meet safety factor 6:1 and are built using: